





VHM hosszú spirálfúró DIN 338
Spirálfúró, tömör keményfém, DIN338 5xD, N típus
SPIRÁLFÚRÓ-FÉM-DIN338N-VHM-D5,0MM
Cikksz. 5443000271
EAN 4055375889442
Az árak megtekintéséhez jelentkezzen be
Mutassa a raktárkészletet egy Würth Shopban.
A Würth Shopok raktárkészletének megtekintéséhez kérjük jelentkezzen be.
Kérdés esetén hívja ügyfélszolgálatunkat a következő számon: (23) 418-130.
Még nem partnere a Würthnek vagy nincs hozzáférése az Online-Shophoz? Regisztráljon néhány lépésben. Sikeres regisztráció után azonnal hozzáférhet a raktárkészletekhez és az árakhoz, valamint azonnal leadhatja rendelését.

















Kizárólag vállalkozások részére
Regisztráljon most, így több mint 125 000 termékünkhöz hozzáférhet!
Kifejezetten nagy szilárdságú acélokban végzett fúrásokra, például: króm-nikkel acél, kéregöntvény, szürkeöntvény, acél öntvény, magas széntartalmú mangánacél, bronz, magas szilikontartalmú alumínium és egyén nehezen megmunkálható anyag.
Megjegyzés
≤ Ø 2,9 mm - 4 felület csiszolása
≥ Ø 3.0 mm - 6 felület csiszolása
≥ Ø 3.0 mm - 6 felület csiszolása
Termékinformációk
Adatlapok(X)

 | |
Termékkód | 6156 |
Megmunkálandó anyag | Acél, Titán, Réz, Sárgaréz, Alumínium |
Szabványok | DIN 338 |
Kivitel | Hosszú |
Bevonat | Sima |
Max. fúrásmélység (D) | 5xD |
Vágóél anyaga | VHM |
Csúcsszög | 118 fok |
Vágóélek száma | 2 darab |
Hűtőfolyadék ellátás | Külső |
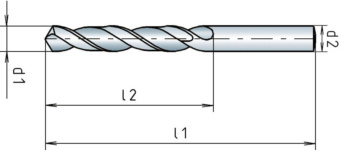
Átmérő (d1) | 5,0 mm |
Száralak | Hengeres |
Hosszúság (l1) | 86 mm |
Forgácsbarázda hossz (l2) | 52 mm |
Tárcsa átmérő tűrése | h7 |
Szárátmérő (d2) | 5 mm |
Fúró kialakítás | 6 csiszolt felület |
Csapátmérő tűrése | h5 |
Anyag alcsoport | Általános szerkezeti acél, Nem ötvözött nemesített acélok < 1000 N/mm², Titán, Titánötvözetek, Réz, Sárgaréz, Alumínium, Műanyagok |
| Vágási értékek tömör keményfém fúrókhoz, bevonatmentes | |||||||
| 1–5,9 mm-es átmérőkhöz | |||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | f | |||
| ettől: | eddig: | 1–1,9 mm-es átmérő | 2–2,9 mm-es átmérő | 3–5,9 mm-es átmérő | |||
| Általános szerkezeti acélok | < 500 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 500–850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| Szénacélok | < 850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 850–1000 N/mm² | E | 55 | 65 | 0,040 | 0,054 | 0,090 | |
| Ötvözetlen, hőkezelt acélok | < 700 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 |
| 700–850 N/mm² | E | 60 | 75 | 0,040 | 0,054 | 0,090 | |
| 850–1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 | |
| Ötvözött, hőkezelt acélok | 850–1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Ötvözetlen, betétedzett acélok | < 750 N/mm² | E | 60 | 75 | 0,030 | 0,045 | 0,081 |
| Ötvözött, betétedzett acélok | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,081 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,081 | |
| Nitridált acélok | < 1000 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| Szerszámacélok | < 850 N/mm² | E | 55 | 65 | 0,030 | 0,045 | 0,072 |
| 850–1100 N/mm² | E | 50 | 60 | 0,030 | 0,045 | 0,072 | |
| 1100–1400 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 | |
| Gyorsacél | 850–1200 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,072 |
| Kopásálló szerkezeti acél | 1350 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Rugóacélok | < 1200 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Nemesacél, szulfurált | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| Nemesacél, ausztenites | < 700 N/mm² | E | 30 | 40 | 0,030 | 0,045 | 0,081 |
| < 850 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 | |
| Nemesacél, martenzites | < 1100 N/mm² | E | 25 | 35 | 0,030 | 0,045 | 0,081 |
| Speciális ötvözetek | < 1200 N/mm² | E | 15 | 25 | 0,030 | 0,045 | 0,072 |
| Öntöttvas | < 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 |
| > 180 HB | T/E | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Szemcsés grafitos és temperöntvény | > 180 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 |
| > 260 HB | E | 65 | 75 | 0,030 | 0,045 | 0,081 | |
| Titán, titánötvözetek | < 850 N/mm² | E | 20 | 35 | 0,030 | 0,045 | 0,072 |
| Alumínium és alumíniumötvözetek | < 530 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Alumínium, alumínium öntvényötvözetek < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Alumínium, alumínium öntvényötvözetek > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Magnézium, magnéziumötvözetek | < 280 N/mm² | E | 150 | 220 | 0,040 | 0,054 | 0,090 |
| Vörösréz, gyengén ötvözött | < 350 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| Bronz, rövid forgácsú | < 600 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 |
| 650–850 N/mm² | E | 100 | 180 | 0,040 | 0,054 | 0,090 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 |
| 850–1200 N/mm² | E | 90 | 140 | 0,030 | 0,045 | 0,081 | |
| Grafit | T | 70 | 100 | 0,030 | 0,045 | 0,081 | |
| Jelmagyarázat | |
| E= emulzió | |
| T = száraz | |
| vc = forgácsolási sebesség [m/perc] | |
| f = előtolás (mm/ford.) | |
| A javasolt forgácsolási értékek referenciaértékek, amelyeket az adott körülményekhez kell igazítani. | |
| Vágási értékek tömör keményfém fúrókhoz, bevonatmentes | |||||||
| 6–16 mm-es átmérőkhöz | |||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | f | |||
| ettől: | eddig: | 6–8,9 mm-es átmérő | 9–11,9 mm-es átmérő | 12–16 mm-es átmérő | |||
| Általános szerkezeti acélok | < 500 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 500–850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| Szénacélok | < 850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 850–1000 N/mm² | E | 55 | 65 | 0,126 | 0,153 | 0,207 | |
| Ötvözetlen, hőkezelt acélok | < 700 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 |
| 700–850 N/mm² | E | 60 | 75 | 0,126 | 0,153 | 0,207 | |
| 850–1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 | |
| Ötvözött, hőkezelt acélok | 850–1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Ötvözetlen, betétedzett acélok | < 750 N/mm² | E | 60 | 75 | 0,108 | 0,135 | 0,180 |
| Ötvözött, betétedzett acélok | < 1000 N/mm² | E | 55 | 65 | 0,108 | 0,135 | 0,180 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,108 | 0,135 | 0,180 | |
| Nitridált acélok | < 1000 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 1000–1200 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| Szerszámacélok | < 850 N/mm² | E | 55 | 65 | 0,099 | 0,126 | 0,162 |
| 850–1100 N/mm² | E | 50 | 60 | 0,099 | 0,126 | 0,162 | |
| 1100–1400 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 | |
| Gyorsacél | 850–1200 N/mm² | E | 30 | 40 | 0,099 | 0,126 | 0,162 |
| Kopásálló szerkezeti acél | 1350 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Rugóacélok | < 1200 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Nemesacél, szulfurált | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| Nemesacél, ausztenites | < 700 N/mm² | E | 30 | 40 | 0,108 | 0,135 | 0,180 |
| < 850 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 | |
| Nemesacél, martenzites | < 1100 N/mm² | E | 25 | 35 | 0,108 | 0,135 | 0,180 |
| Speciális ötvözetek | < 1200 N/mm² | E | 15 | 25 | 0,099 | 0,126 | 0,162 |
| Öntöttvas | < 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 |
| > 180 HB | T/E | 70 | 100 | 0,117 | 0,144 | 0,189 | |
| Szemcsés grafitos és temperöntvény | > 180 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 |
| > 260 HB | E | 65 | 75 | 0,108 | 0,135 | 0,180 | |
| Titán, titánötvözetek | < 850 N/mm² | E | 20 | 35 | 0,099 | 0,126 | 0,162 |
| Alumínium és alumíniumötvözetek | < 530 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Alumínium, alumínium öntvényötvözetek < 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Alumínium, alumínium öntvényötvözetek > 10% Si | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Magnézium, magnéziumötvözetek | < 280 N/mm² | E | 150 | 220 | 0,126 | 0,153 | 0,207 |
| Vörösréz, gyengén ötvözött | < 350 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| Bronz, rövid forgácsú | < 600 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 |
| 650–850 N/mm² | E | 100 | 180 | 0,126 | 0,153 | 0,207 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 |
| 850–1200 N/mm² | E | 90 | 140 | 0,117 | 0,144 | 0,189 | |
| Grafit | T | 70 | 100 | 0,117 | 0,144 | 0,189 | |