





Tömör keményfém nagyoló maró 35° Speedcut alumínium, hosszú, opcionális, három vágóélű fúró, egyenetlen spirálszög
Nagyoló maró, TKF ALU, WN-XL Z3 3xD/1.5xD WR HB
UJJMARÓ-SP-DIN6527L-AL-VHM-WF-D6,0MM
Cikksz. 5443300451
EAN 4055375918494
Az árak megtekintéséhez jelentkezzen be
Mutassa a raktárkészletet egy Würth Shopban.
A Würth Shopok raktárkészletének megtekintéséhez kérjük jelentkezzen be.
Kérdés esetén hívja ügyfélszolgálatunkat a következő számon: (23) 418-130.
Még nem partnere a Würthnek vagy nincs hozzáférése az Online-Shophoz? Regisztráljon néhány lépésben. Sikeres regisztráció után azonnal hozzáférhet a raktárkészletekhez és az árakhoz, valamint azonnal leadhatja rendelését.




















Kizárólag vállalkozások részére
Regisztráljon most, így több mint 125 000 termékünkhöz hozzáférhet!
Tömör keményfém nagyteljesítményű nagyoló, elsősorban alumínium anyagokhoz (öntvényekben és kovácsolható ötvözetekben). A rendkívül sima felület megelőzi az élrátétek képződését.
Termékinformációk
Adatlapok(X)

 | |
Termékkód | 7115 |
Megmunkálandó anyag | Alumínium, Réz, Sárgaréz, Műanyag |
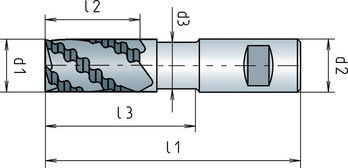
Átmérő (d1) | 6 mm |
Szárátmérő (d2) | 6 mm |
Távolság átmérő (d3) | 5,6 mm |
Szabványok | DIN 6527 |
Felépítmény hossza | Long |
Száralak | Hengeres, DIN 6535-HB |
Vágóél anyaga | VHM |
Bevonat | Sima |
Hűtőfolyadék ellátás | Külső |
Spirál szög | 35° |
Hosszúság (l1) | 57 mm |
Vágóél hossza (l2) | 10 mm |
Távolság hossz (l3) | 20 mm |
Vágóélek száma (Z) | 3 darab |
Sarok letörés | 0,35 mm |
Tárcsa átmérő tűrése | h10 |
Csapátmérő tűrése | h6 |
Anyag alcsoport | Alumínium, Réz, Sárgaréz, Műanyagok |
| Vágási értékek horony nagyolásához | |||||||||
| 6–20 mm-es átmérőhöz | |||||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | fz | |||||
| 6 mm-es átmérő | 8 mm-es átmérő | 10 mm-es átmérő | 12 mm-es átmérő | 16 mm-es átmérő | 20 mm-es átmérő | ||||
| Alumínium és alumíniumötvözetek | < 530 N/mm² | E | 500 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Alumínium, alumínium öntvényötvözetek < 10% Si | < 600 N/mm² | E | 475 | 0,110 | 0,140 | 0,160 | 0,180 | 0,220 | 0,280 |
| Alumínium, alumínium öntvényötvözetek > 10% Si | < 600 N/mm² | E | 250 | 0,092 | 0,140 | 0,200 | 0,24 | 0,300 | 0,38 |
| Réz, kevéssé ötvözött | < 350 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | E | 250 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| Bronz, rövid forgácsú | < 600 N/mm² | E | 175 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 650-850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 135 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 |
| 850-1200 N/mm² | E | 120 | 0,082 | 0,120 | 0,150 | 0,180 | 0,220 | 0,280 | |
| Műanyagok | Hőre lágyuló | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplasztikus | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Jelmagyarázat | ||
| T = száraz | ae = 0,5xd1 | |
| E= emulzió | ||
| vc = vágási sebesség [m/perc] | ||
| fz = előtolás foganként [mm/z] | ap = 1.5xd1 | |
| ae = vágási vastagság (radiális) | ||
| ae = vágási vastagság (axiális) | ||
| A javasolt vágási értékek referenciaértékek, és hozzá kell igazítani az adott körülményekhez. | ||
| Vágási értékek kontúr nagyolásához | |||||||||
| 6–20 mm-es átmérőhöz | |||||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | fz | |||||
| 6 mm-es átmérő | 8 mm-es átmérő | 10 mm-es átmérő | 12 mm-es átmérő | 16 mm-es átmérő | 20 mm-es átmérő | ||||
| Alumínium és alumíniumötvözetek | < 530 N/mm² | E | 580 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Alumínium, alumínium öntvényötvözetek < 10% Si | < 600 N/mm² | E | 530 | 0,132 | 0,168 | 0,192 | 0,216 | 0,264 | 0,336 |
| Alumínium, alumínium öntvényötvözetek > 10% Si | < 600 N/mm² | E | 290 | 0,110 | 0,168 | 0,240 | 0,288 | 0,360 | 0,456 |
| Réz, kevéssé ötvözött | < 350 N/mm² | E | 160 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | E | 290 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| Bronz, rövid forgácsú | < 600 N/mm² | E | 205 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 650-850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 170 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 |
| 850-1200 N/mm² | E | 145 | 0,098 | 0,144 | 0,180 | 0,216 | 0,264 | 0,336 | |
| Műanyagok | Hőre lágyuló | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 |
| Duroplasztikus | E/T | 250 | 0,050 | 0,064 | 0,080 | 0,100 | 0,120 | 0,164 | |
| Jelmagyarázat | ||
| T = száraz | ae = 1xd1 | |
| E= emulzió | ||
| vc = vágási sebesség [m/perc] | ||
| fz = előtolás foganként [mm/z] | ap = 1xd1 | |
| ae = vágási vastagság (radiális) | ||
| ae = vágási vastagság (axiális) | ||
| A javasolt vágási értékek referenciaértékek, és hozzá kell igazítani az adott körülményekhez. | ||