





Stupňovitý vrták, DIN 8376 RN střední, 180°
Stupňovitý vrták HSS DIN 8376 střední 180°
STUP.VRT-MF-DIN8376RNM-180ST-HSS-D9,0M
Obj. č. 5443810805
EAN 4062856088256
Ceny zobrazované zákazníkům po přihlášení
Zobrazit dostupnost na pobočce Würth
Pro ověření skladové dostupnosti na pobočce Würth se přihlaste.
V případě dotazů kontaktujte naši horkou linku (23) 418-130.
Nejste naším zákazníkem nebo ještě nemáte přístup do našeho e-shopu? Zaregistrujte se pomocí několika jednoduchých kroků. Ihned po úšpěšném ověření zadaných údajů získáte přístup k produktů a cenám a můžete začít objednávat.













Exkluzivně pro profesionály
Zaregistrujte se a získáte přístup k více než 125 000 produktů.
S rovnou stopkou pro vytváření průchozích otvorů podle normy ISO 273 a současně pro vytváření kuželového zahloubení (180°) ve tvaru H, J, H3, J3 a K3 podle normy DIN 74, část 2. Řezná rychlost závisí na velkém průměru, posuv na malém průměru.
Informace o výrobku
Datové listy(X)

 | |
Kód produktu | 851 |
Obráběné materiály | Ocel, Litina, Měď, Mosaz, Hliník, Plast |
Vhodné pro šroub | M8 |
Normy | DIN 8376 |
Řezný materiál | HSS |
Povrch | VAP |
Vrcholový úhel | 118 Stupňů |
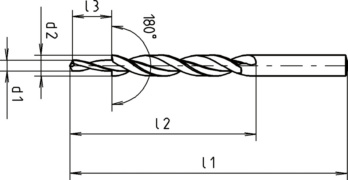
Průměr pilotního otvoru (d1) | 9 mm |
Ø stopky (d2) | 15 mm |
Délka (l1) | 169 mm |
Délka řezné části (l2) | 114 mm |
Délka pilotního otvoru (l3) | 19 mm |
Úhel zahloubení | 180 Stupňů |
Tvar dříku | Válcový |
Průměr stopky | 15 mm |
Počet zubů | 2 ks |
Přívod chladicí kapaliny | Vnější |
Tolerance průměru řezání | h8 |
Tolerance průměru dříku | h8 |
Materiálová podskupina | Konstrukční ocel pro obecné použití, Nelegované temperované oceli < 1000 N/mm², Legované temperované oceli < 1000 N/mm², Šedá litina, Temperovaná litina, Měď, Mosaz, Hliník, Plasty |
| Řezné hodnoty pro vrtáky HSS | ||||||
| Pro průměr 3,4 až průměr 11 | ||||||
| Označení materiálu | Pevnost v tahu | vc | f | |||
| od | do | Průměr 3,4–4,9 | Průměr 5–7,9 | Průměr 8–11 | ||
| Konstrukční ocel pro obecné použití | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500–850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Obrábění ocelí | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850–1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Nelegovaná, tepelně opracovaná ocel | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700–850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850–1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Legovaná, tepelně opracovaná ocel | 850–1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000–1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nelegované cementační oceli | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Legované cementační oceli | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000–1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitridované oceli | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000–1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nástrojové oceli | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850–1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Litina | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Kuličkový grafit, tvárná litina | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Hliník, slitiny hliníku | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Hliník, lité slitiny hliníku < 10 % Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Hořčík, slitiny hořčíku | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Nízko legovaná měď | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Mosaz, s krátkými odštěpky | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Mosaz, s dlouhými odštěpky | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronz, s krátkými odštěpky | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650–850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronz, s dlouhými odštěpky | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850–1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Legenda |
| vc = řezná rychlost [m/min] |
| f = posuv [mm/ot.] |
| Doporučené řezné hodnoty jsou referenční a musí být přizpůsobeny příslušným podmínkám. |