














HSS körmaró
Magfúró, HSS
MAGFÚRÓ-FÉM-HSS-FÚRM30MM-D21MM
Cikksz. 0630930210
EAN 4038898425397
Regisztráljon most, így több mint 125 000 termékünkhöz hozzáférhet!
Nagy teljesítmény és gyors fúrási folyamat hosszú élettartammal
A tömör fúrással ellentétben csak egy vékony fém gyűrűt vág ki. A fúrókorona kihajtását egy kilökő csappal lehet elvégezni.
Előfúrás nem szükséges, sorja nem keletkezik
Nincs szükség elő- vagy utómegmunkálásra
Optimalizált vágóél-geometria
- Hosszú élettartam sok normál magfúróhoz képest
- Tiszta fúrási profil
- Pontos tűrésű furat
Pontos vezetés, nincs megcsúszás
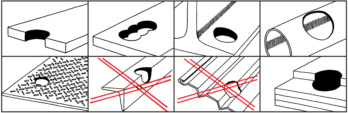
Átlapoló fúráshoz alkalmas. Problémamentes fúrás ívelt felületeken és csöveken.
- A spirálfúróktól eltérően a körmaró csak egy vékony anyaggyűrűt, nem pedig a teljes furatátmérőt munkálja meg. A furatmagot egy húzórugóval ellátott vezetőcsap löki ki; ez nem képezi a szállítási terjedelem részét. A körmarók ezért 10-szer gyorsabb fúrási időt biztosítanak, mint a spirálfúrók.
- A teljes fúrási folyamat során biztosított megfelelő, folyamatos hűtés számottevően növeli a körmaró élettartamát. Ne fúrjon szárazon.
- Faforgácslemezhez, titánhoz, valamint hőálló és erősen ötvözött acélhoz nem alkalmazható
- Az anyagok és vágási értékek paramétereit lásd az összefoglaló áttekintő táblázatokban
- Viseljen megfelelő védőfelszerelést, például szemvédőt, hallásvédőt és védőkesztyűt
- Vegye le a laza ruhadarabokat és az ékszereket, amelyek beakadhatnak a mozgó alkatrészek közé
- A körmarót nem szabad kézi szerszámokkal használni
- A szerszám használatba vétele előtt ellenőrizze a körfutási pontosságot, és a szerszámmeghajtó szorítófunkciójának rendeltetésszerű működését
Adatlapok(X)

- Ráhegesztett szárral, ∅19 mm. Hordozható mágneses fúrógépekkel vagy rögzített fúrógépekkel történő használatra, nagy méretű, max. 50 mm átmérőjű és 30 vagy 50 mm vágásmélységű furatok elkészítéséhez
- A QuickIn befogóval rendelkező FEIN fúrógépek adapterrel használhatók
- Morse-kúpos oszlopos fúrógépeken a megfelelő szárbefogó alkalmazásával használható
- Illessze a kilökőcsapot a magfúróba
- Nyomja a magfúrót a fúróegység szárbefogójába, majd húzza meg a belső hatlapú csavarokat
- Gyorsbefogó használata esetén a magfúró automatikusan rögzül
- Ügyeljen arra, hogy a magfúró tisztán helyezkedjen el a befogóban
- Amennyiben a fúrógépet használat közben oldalterhelésnek teszi ki, az a szerszám töréséhez vezethet
- Rögzítse a fúrógépet a fúráshoz megfelelő pozícióba – ügyeljen arra, hogy a fúrógép stabil alapon helyezkedjen el
- Szükség esetén fúrás előtt rögzítse a fúrógépet egy biztonsági pánttal, különösen függőleges felületeken és fej felett végzett munka esetén
- Ügyeljen a fordulatszám-táblázatra, és használjon hűtő-kenőanyagot
- A fúrást óvatosan végezze (központozás és előfúrás nélkül), és a teljes fúrási folyamat során ügyeljen az egyenletes előtolásra és az állandó fordulatszámra
- A forgácsokat és a furatmagot minden fúrási művelet után távolítsa el
- Figyelmeztetés: Sérülésveszély – a forgácsok és a furatmag rendkívül forró és éles lehet
Minőség | Würth-Standard |
Vágásmélység | 30 mm |
Átmérő | 21 mm |
Hosszúság | 64,2 mm |
Megmunkálandó anyag | Acél, Alumínium, Fa |
Száralak | Weldon |
Bevonat | Sima |
Vágóél anyaga | HSS |
Élettartam (pontozási rendszer) | 4-ből 2 pont |
Fúrási sebesség (pontozási rendszer) | 4-ből 3 pont |
Furatminőség (pontozási rendszer) | 4-ből 4 pont |
Sokoldalúság (pontozási rendszer) | 4-ből 2 pont |
Fúrási tulajdonságok (pontozási rendszer) | 4-ből 3 pont |
| Vágási értékek | |||||||||
| 12,0–20,0 mm-es átmérőkhöz | |||||||||
| Anyagmegnevezés | Húzószilárdság | átm. 12,0 mérettől | átm. 16,0 mérettől | átm. 20,0 mérettől | |||||
| vc | n | n | n | ||||||
| ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ||
| Acélok | |||||||||
| Általános szerkezeti acélok | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Ötvözetlen, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Ötvözetlen, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 265 | 345 | 199 | 259 | 159 | 207 |
| Fémöntvények | |||||||||
| Öntöttvas | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Szemcsés grafitos és temperöntvény | ≤ 240 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Színesfémek | |||||||||
| Alumínium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alumíniumötvözetek | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alakítható alumíniumötvözetek | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Alumínium öntvényötvözetek <= 10% Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnéziumötvözetek | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Gyengén ötvözött réz | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Rövid forgácsú sárgaréz | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Hosszú forgácsú sárgaréz | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Rövid forgácsú bronz | ≤ 850 | 15 | 20 | 398 | 531 | 298 | 398 | 239 | 318 |
| Műanyagok | |||||||||
| Hőre keményedő műanyagok | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Hőre lágyuló műanyagok | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Kulcs |
| vc = forgácsolási sebesség [m/perc] |
| n = fordulatszám [ford./perc] |
| A javasolt forgácsolási értékek referenciaértékek, amelyeket az adott körülményekhez kell igazítani. |
| Vágási értékek | |||||||||
| 36,0–50,0 mm-es átmérőkhöz | |||||||||
| Anyagmegnevezés | Húzószilárdság | átm. 36,0 mérettől | átm. 40,0 mérettől | átm. 50,0 mérettől | |||||
| vc | n | n | n | ||||||
| ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ||
| Acélok | |||||||||
| Általános szerkezeti acélok | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Ötvözetlen, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Ötvözetlen, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 88 | 115 | 80 | 103 | 64 | 83 |
| Fémöntvények | |||||||||
| Öntöttvas | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Szemcsés grafitos és temperöntvény | ≤ 240 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Színesfémek | |||||||||
| Alumínium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alumíniumötvözetek | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alakítható alumíniumötvözetek | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Alumínium öntvényötvözetek <= 10% Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnéziumötvözetek | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Gyengén ötvözött réz | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Rövid forgácsú sárgaréz | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Hosszú forgácsú sárgaréz | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Rövid forgácsú bronz | ≤ 850 | 15 | 20 | 133 | 177 | 119 | 159 | 95 | 127 |
| Műanyagok | |||||||||
| Hőre keményedő műanyagok | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Hőre lágyuló műanyagok | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Vágási értékek | |||||||||
| 24,0–32,0 mm-es átmérőkhöz | |||||||||
| Anyagmegnevezés | Húzószilárdság | átm. 24,0 mérettől | átm. 28,0 mérettől | átm. 32,0 mérettől | |||||
| vc | n | n | n | ||||||
| ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ettől: | eddig: | ||
| Acélok | |||||||||
| Általános szerkezeti acélok | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Ötvözetlen, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 850 N/mm² | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Ötvözetlen, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Gyengén ötvözött, hőkezelt acélok | ≤ 1000 N/mm² | 10 | 13 | 133 | 172 | 114 | 148 | 99 | 129 |
| Fémöntvények | |||||||||
| Öntöttvas | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Szemcsés grafitos és temperöntvény | ≤ 240 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Színesfémek | |||||||||
| Alumínium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alumíniumötvözetek | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alakítható alumíniumötvözetek | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Alumínium öntvényötvözetek <= 10% Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnéziumötvözetek | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Gyengén ötvözött réz | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Rövid forgácsú sárgaréz | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Hosszú forgácsú sárgaréz | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Rövid forgácsú bronz | ≤ 850 | 15 | 20 | 199 | 265 | 171 | 227 | 149 | 199 |
| Műanyagok | |||||||||
| Hőre keményedő műanyagok | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Hőre lágyuló műanyagok | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
RAL színkód kiválasztása
FIGYELEM! A képernyőn megjelenő szín eltér a valós színárnyalattól!