





HSCo8 hosszlyukmaró, hosszú, tripla vágóél, központon átmenő él DIN 844L
Hosszlyukmaró, HSCo8 DIN 844L Z3 2xD N típ., TiAlN
HORONYMARÓ-HSS-ECO8-DIN844B-N-TIALN
Cikksz. 5443600245
EAN 4055375874523




















Regisztráljon most, így több mint 125 000 termékünkhöz hozzáférhet!
Adatlapok(X)

 | |
Termékkód | 1187 |
Megmunkálandó anyag | Acél, Öntvény, Nemesacél, Titán, Réz, Sárgaréz, Műanyag |
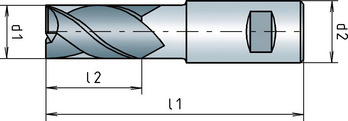
Átmérő (d1) | 6 mm |
Szárátmérő (d2) | 6 mm |
Hosszúság (l1) | 57 mm |
Vágóél hossza (l2) | 13 mm |
Vágóélek száma (Z) | 3 darab |
Szabványok | DIN 844 |
Felépítmény hossza | Long |
Száralak | Hengeres, DIN 1835-B |
Vágóél anyaga | HSCo8 |
Bevonat | TiAlN |
Hűtőfolyadék ellátás | Külső |
Spirál szög | 30° |
Tárcsa átmérő tűrése | e8 |
Csapátmérő tűrése | h6 |
Anyag alcsoport | Általános szerkezeti acél, Nem ötvözött nemesített acélok < 1000 N/mm², Ötvözött nemesíthető acélok < 1000 N/mm², Nitridált acélok < 1300 N/mm², Szürkeöntvény, Temperöntvény, Nemesacélok < 850 N/mm², Nemesacélok > 850 N/mm², Titán, Titánötvözetek, Réz, Sárgaréz, Műanyagok |
| Vágási értékek kontúr készremunkálásához | |||||||
| 2–9,9 mm-es átmérőhöz | |||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | fz | |||
| 2–3,9 mm-es átmérő | 4–5,9 mm-es átmérő | 6–7,9 mm-es átmérő | 8–9,9 mm-es átmérő | ||||
| Általános szerkezeti acélok | < 500 N/mm² | E | 68 | 0,003 | 0,005 | 0,007 | 0,010 |
| 500–850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Szénacélok | < 850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850–1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Ötvözetlen, hőkezelt acélok | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 700–850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 | |
| 850–1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Ötvözött, hőkezelt acélok | 850–1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000–1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Ötvözetlen, betétedzett acélok | < 750 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| Ötvözött, betétedzett acélok | < 1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000–1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Nitridált acélok | < 1000 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| 1000–1200 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Szerszámacélok | < 850 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| 850–1100 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 | |
| 1100–1400 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 | |
| Gyorsacél | 850–1200 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 |
| Kopásálló szerkezeti acél | 1350 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Rugóacélok | < 1200 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Nemesacél, szulfurált | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| Nemesacél, ausztenites | < 700 N/mm² | E | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| < 850 N/mm² | E | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Nemesacél, martenzites | < 1100 N/mm² | E | 38 | 0,003 | 0,005 | 0,007 | 0,010 |
| Speciális ötvözetek | < 1200 N/mm² | E | 23 | 0,003 | 0,005 | 0,007 | 0,010 |
| Öntöttvas | < 180 HB | - | 57 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 180 HB | - | 45 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Szemcsés grafitos és temperöntvény | > 180 HB | - | 45 | 0,003 | 0,004 | 0,006 | 0,009 |
| > 260 HB | E | 38 | 0,003 | 0,004 | 0,006 | 0,009 | |
| Titán, titánötvözetek | < 850 N/mm² | E | 30 | 0,003 | 0,005 | 0,007 | 0,010 |
| Vörösréz, gyengén ötvözött | < 350 N/mm² | E | 180 | 0,006 | 0,008 | 0,011 | 0,020 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| Bronz, rövid forgácsú | < 600 N/mm² | - | 150 | 0,006 | 0,008 | 0,011 | 0,020 |
| 650–850 N/mm² | - | 120 | 0,006 | 0,008 | 0,011 | 0,020 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 120 | 0,006 | 0,008 | 0,011 | 0,020 |
| 850–1200 N/mm² | E | 98 | 0,006 | 0,011 | 0,014 | 0,023 | |
| Jelmagyarázat | ||
| E = emulzió | ae = 0.1xd1 | |
| vc = forgácsolási sebesség [m/perc] | ||
| fz = előtolás foganként [mm/f] | ap = 1.5xd1 | |
| ae = vágási vastagság (radiális) | ||
| ae = vágási vastagság (axiális) | ||
| A javasolt forgácsolási értékek referenciaértékek, amelyeket az adott körülményekhez kell igazítani. | ||
| Vágási értékek kontúr készremunkálásához | |||||||
| 10-20 mm-es átmérőhöz | |||||||
| Anyagmegnevezés | Húzószilárdság | Hűtés | vc | fz | |||
| 10–11,9 mm-es átmérő | 12–15,9 mm-es átmérő | 16–19,9 mm-es átmérő | 20 mm-es átmérő | ||||
| Általános szerkezeti acélok | < 500 N/mm² | E | 68 | 0,016 | 0,022 | 0,035 | 0,044 |
| 500–850 N/mm² | E | 57 | 0,014 | 0,019 | 0,031 | 0,039 | |
| Szénacélok | < 850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 850–1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Ötvözetlen, hőkezelt acélok | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 700–850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 | |
| 850–1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Ötvözött, hőkezelt acélok | 850–1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000–1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Ötvözetlen, betétedzett acélok | < 750 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| Ötvözött, betétedzett acélok | < 1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000–1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Nitridált acélok | < 1000 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| 1000–1200 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Szerszámacélok | < 850 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| 850–1100 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 | |
| 1100–1400 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,035 | |
| Gyorsacél | 850–1200 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,042 |
| Kopásálló szerkezeti acél | 1350 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Rugóacélok | < 1200 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Nemesacél, szulfurált | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| Nemesacél, ausztenites | < 700 N/mm² | E | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| < 850 N/mm² | E | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Nemesacél, martenzites | < 1100 N/mm² | E | 38 | 0,016 | 0,022 | 0,028 | 0,035 |
| Speciális ötvözetek | < 1200 N/mm² | E | 23 | 0,016 | 0,022 | 0,028 | 0,035 |
| Öntöttvas | < 180 HB | - | 57 | 0,014 | 0,019 | 0,025 | 0,031 |
| > 180 HB | - | 45 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Szemcsés grafitos és temperöntvény | > 180 HB | - | 45 | 0,014 | 0,019 | 0,025 | 0,031 |
| > 260 HB | E | 38 | 0,014 | 0,019 | 0,025 | 0,031 | |
| Titán, titánötvözetek | < 850 N/mm² | E | 30 | 0,016 | 0,022 | 0,028 | 0,035 |
| Vörösréz, gyengén ötvözött | < 350 N/mm² | E | 180 | 0,029 | 0,036 | 0,046 | 0,055 |
| Sárgaréz, rövid forgácsú | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| Sárgaréz, hosszú forgácsú | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| Bronz, rövid forgácsú | < 600 N/mm² | - | 150 | 0,029 | 0,036 | 0,046 | 0,055 |
| 650–850 N/mm² | - | 120 | 0,029 | 0,036 | 0,046 | 0,055 | |
| Bronz, hosszú forgácsú | < 850 N/mm² | E | 120 | 0,029 | 0,036 | 0,046 | 0,055 |
| 850–1200 N/mm² | E | 98 | 0,036 | 0,041 | 0,050 | 0,060 | |